
Китайские заводы европейских роторных дробилок: технологии?
2026-03-11
Вот вопрос, который часто слышишь на выставках или в переписке с клиентами из СНГ. Многие сразу представляют себе простое копирование или дешёвую сборку. Но реальность, особенно за последние 5-7 лет, куда сложнее и интереснее. Если коротко: да, технологии перенимаются и адаптируются, но путь от чертежа до надёжного агрегата, работающего в сибирском карьере, — это целая история с массой нюансов, которые в брошюрах не пишут.
От ?железа? до ?мозгов?: что на самом деле перенимается?
Когда говорят про европейские технологии в Китае, часто имеют в виду лицензионное производство или конструкторскую документацию. С роторными дробилками так и было — лет десять назад ряд заводов начал работать по соглашениям с итальянскими или немецкими инжиниринговыми компаниями. Но здесь кроется первый подводный камень. Получить набор чертежей — это 10% дела. Остальное — это материалы, термообработка вала, балансировка ротора, допуски на изготовление бил. Видел как-то на одном из заводов в Эчжоу партию бил, которые по геометрии один в один как у европейского аналога, но после месяца работы в известняке — разлетелись. Причина — не та сталь и неправильная закалка. Вот это и есть технологический разрыв, который сначала нужно было закрыть.
Сейчас ситуация иная. Ведущие производители, те же, что входят в ассоциацию горного машиностроения, уже не просто повторяют, а адаптируют. Например, система гидравлической регулировки и очистки камеры дробления. Европейские решения очень точные, но рассчитаны на стабильное качество электроэнергии и температуру до -15°C. Попробуй запусти такую систему в Забайкалье зимой. Поэтому китайские инженеры часто пересматривают гидравлическую схему, ставят более мощные насосы, меняют тип уплотнений. Это уже не копия, а скорее, локализация технологии под реальные, часто более жёсткие, условия.
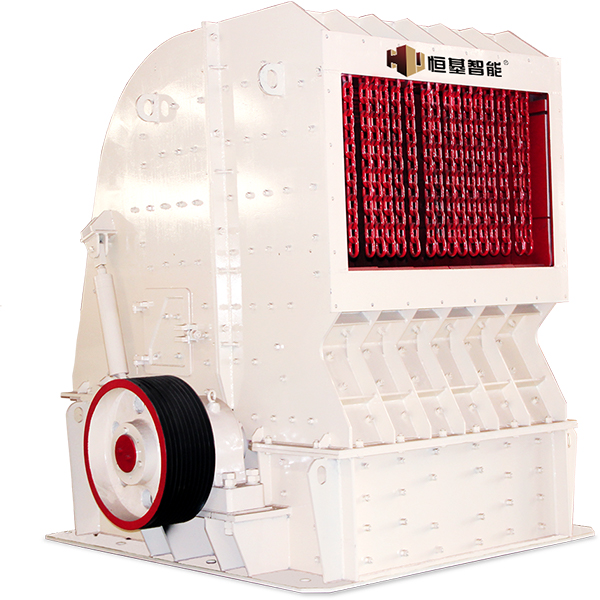
Отдельная тема — система управления. Здесь прогресс наиболее заметен. Если раньше ставили простейшие шкафы с ПЛК, то сейчас многие модели, даже среднего класса, идут с сенсорными панелями, возможностью удалённого мониторинга и предупреждения о перегрузке. Это, конечно, не уникальная разработка, но интеграция сделана грамотно. Заметил, что у компании ООО ?Эчжоу Хэнцзи Производство Интеллектуального Оборудования? (о них подробнее на https://www.ezhj.ru) в описании их роторных дробилок как раз делают акцент на интеллектуальной системе диагностики. Это тот самый случай, когда ?европейская технология? — это не только механика, но и софт, который теперь тоже успешно внедряется.
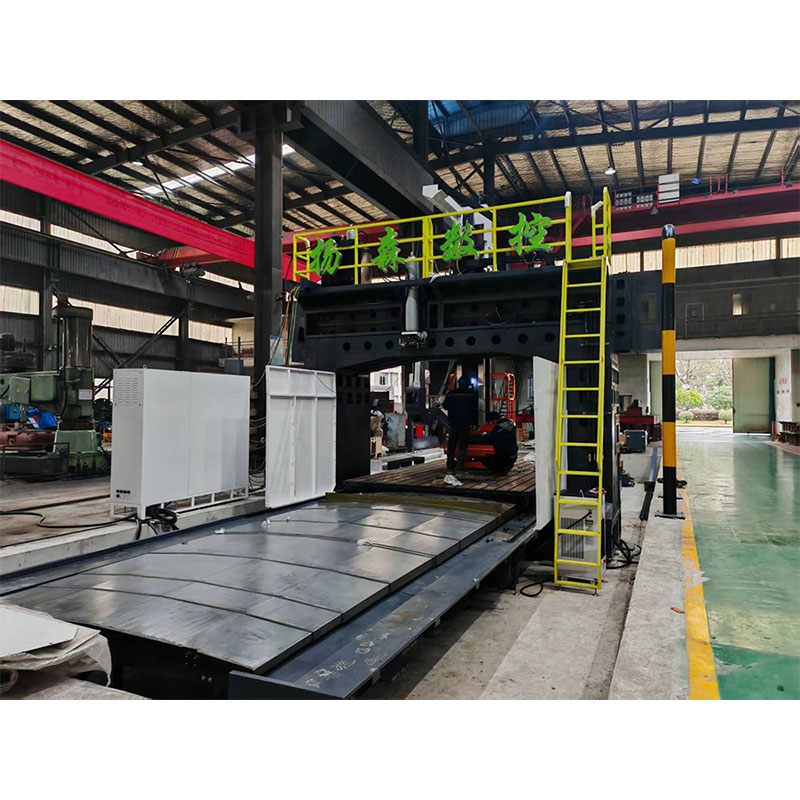
Полигон испытаний: почему Урал и Сибирь — лучшие учителя
Теория теорией, но настоящая проверка — это работа на материале. Европейские дробилки часто калибровались под среднеевропейский гранит или известняк. У нас же клиенты везут машины и на гравийные карьеры, и на переработку строительных отходов с арматурой, и на абразивные медные руды. Вот здесь и вылезают все детские болезни адаптированных конструкций.
Помню историю с поставкой двух роторных дробилок на угольный разрез в Кемеровской области. Завод-изготовитель, один из флагманов в Хубэе, давал гарантию на ротор и подшипниковые узлы. Но через три месяца работы на промёрзлом угле с высокой абразивностью начались вибрации. Вскрыли — проблема в конструкции лабиринтных уплотнений, которые забивались пылью и льдом, потом шла утечка смазки. Европейский прототип такого не испытывал, потому что не работал в таких условиях. В итоге китайские инженеры прилетали, снимали замеры, и через два месяца прислали модернизированный узел с системой продувки. Это дорогой урок для завода, но именно так и накапливается реальный технологический опыт.
Поэтому сейчас грамотные поставщики всегда спрашивают: ?А для какого именно материала??. И уже под этот материал могут предложить разные варианты бил (марганцовистые, хромистые, с напайкой из карбида вольфрама), разную толщину брони в камере, более мощный привод. Это уже не просто ?европейская дробилка, сделанная в Китае?. Это гибкая платформа, которая может быть настроена под задачу. И это, на мой взгляд, главное технологическое достижение последних лет.
Цепочка поставок: где слабое звено?
Технологии — это не только сборочный цех. Это вся кооперация. Качество подшипников, редукторов, электродвигателей, гидравлических компонентов. Здесь картина пёстрая. Крупные заводы, такие как упомянутое ООО ?Эчжоу Хэнцзи?, которое работает с 2003 года и позиционирует себя как высокотехнологичное предприятие, часто используют импортные ключевые компоненты. SKF или FAG для подшипников, Siemens или WEG для двигателей, Rexroth для гидравлики. Это сразу снимает массу вопросов по надёжности.
Но есть и другой сегмент — заводы, которые пытаются собрать всё из локальных комплектующих. И вот здесь до сих пор бывают проблемы. Отечественный подшипник может не выдержать ударных нагрузок роторной дробилки, а местный производитель гидроцилиндров не всегда выдерживает давление. Результат — простой, рекламации, испорченная репутация. Поэтому при выборе поставщика критически важно смотреть не на красивые картинки в каталоге, а на спецификацию, на список комплектующих. Технология сборки важна, но если ?начинка? слабая, то вся концепция рушится.
Интересный момент — сейчас некоторые китайские производители комплектующих сами выходят на очень достойный уровень. Их продукция уже не ?дешёвая альтернатива?, а конкурентоспособный товар. И некоторые дробильные заводы начинают с ними работать, снижая конечную стоимость машины без сильной потери в ресурсе. За этим стоит внимательно следить, потому что это может изменить весь рынок через пару лет.
Неочевидные детали, которые решают всё
Когда оцениваешь машину, всегда смотришь на мелочи. Как организован доступ для обслуживания? Как проложены гидравлические линии? Есть ли защита от попадания пыли в шкаф управления? Вот по этим пунктам китайские производители, работающие с европейскими наработками, сильно выросли.
Раньше бывало, чтобы заменить било, нужно было полчаса разбирать защитные кожухи, откручивать десяток болтов. Сейчас на многих моделях сделаны откидные крышки с пневмоприводом — открыл, поработал, закрыл. Конструкция рамы тоже изменилась — меньше сварных швов в местах концентрации напряжений, больше силовых элементов из цельного проката. Это прямое влияние европейских расчётов на прочность.
Ещё один момент — шум и вибрация. Европейские нормы жёсткие, и чтобы продавать там, нужно им соответствовать. Этот опыт переносится и на машины для других рынков. Вибрационные датчики на подшипниковых узлах, резиновые демпферы в опорах, шумопоглощающие кожухи — всё это перестало быть экзотикой и стало частью стандартной комплектации у продвинутых производителей. Для оператора, который работает рядом с дробилкой 12 часов в сутки, это не мелочь.
Итоги: гибридный подход как новая норма
Так что же в итоге? Чисто европейской технологии в чистом виде на китайском заводе, пожалуй, и нет. Есть гибрид. Европейская (или, шире, западная) инженерная школа, расчёты, подход к безопасности и эргономике. И китайская производственная база, способность к быстрой адаптации и оптимизации стоимости. Плюс — что крайне важно — обратная связь от рынков, которые для Европы являются периферийными, а для Китая основными: Россия, Казахстан, страны Юго-Восточной Азии.
Это создаёт уникальный продукт. По надёжности он может уже вплотную приближаться к европейским аналогам, особенно в линейке среднего класса. По цене — оставаться существенно доступнее. А по приспособленности к сложным условиям — иногда даже превосходить исходные образцы, потому что изначально проектировался с учётом этих трудностей.
Поэтому на вопрос ?технологии?? можно ответить так: да, технологии есть, они в процессе постоянного развития и обкатки. Но главная технология — это не слепое копирование, а умение взять лучшее, переработать под реальные задачи и предложить рынку работоспособное решение. И судя по тому, как растёт количество успешных проектов с китайским дробильным оборудованием на наших просторах, этот путь оказался правильным. Выбор, как всегда, за конечным потребителем, который теперь должен смотреть не на страну происхождения как на догму, а на конкретные характеристики, историю завода и отзывы с близких по условиям объектов.