
Китай щековая дробилка: инновации и экология?
2026-02-08
Когда слышишь ?китайская щековая дробилка?, первое, что приходит в голову — дешево и сердито. Многие до сих пор уверены, что Китай гонит объем, а об инновациях и экологии речи не идет. Но это уже лет пять как не так, если не больше. Сам работал с этим оборудованием на разных площадках, и разрыв между слухами и реальностью порой поражает.
От ?железных коробок? к сложной механике
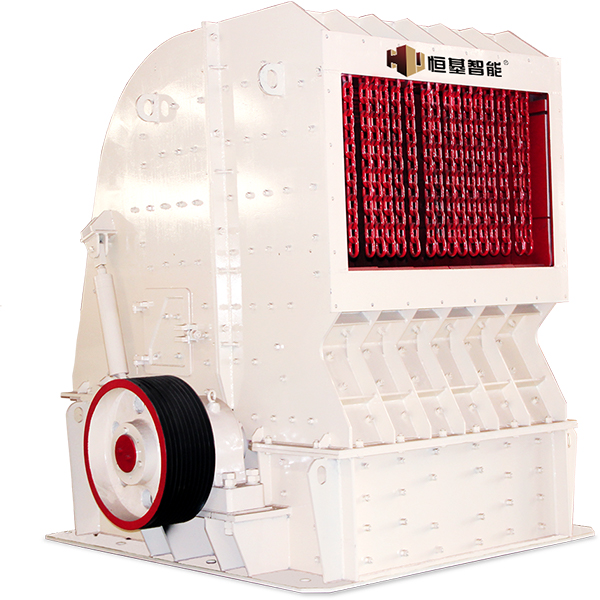
Раньше да, щековая дробилка из Китая часто была просто крепкой ?железкой?. Собрали по чертежам, сварка, подшипники, и работает — что еще надо? Но сейчас все иначе. Возьмем, к примеру, динамику камеры дробления. Раньше регулировка разгрузочной щели была делом долгим, с кучей прокладок и болтов. Сейчас же на многих моделях, особенно от серьезных производителей вроде ООО Эчжоу Хэнцзи Производство Интеллектуального Оборудования, ставят гидравлическую регулировку. Сидишь в кабине, нажимаешь кнопку — и зазоры меняются. Казалось бы, мелочь, но на производительности и на однородности фракции это сказывается кардинально.
Но и это не главное. Самое интересное — это попытки интегрировать системы мониторинга износа плит. Видел на одной из дробилок на пробной эксплуатации датчики, встроенные чуть ли не в тело самой плиты. Идея в том, чтобы отслеживать остаточную толщину и предсказывать замену. На бумаге — отлично, меньше простоев. На практике же столкнулись с тем, что датчики в условиях постоянной вибрации и ударных нагрузок живут недолго. Сигнал начинает ?плыть?, и оператор перестает доверять показаниям, возвращаясь к старому методу — простукиванию кувалдой и визуальному осмотру. Вот такой парадокс: умная система есть, а используют дедовский способ.
Или взять кинематику. Кажется, что маховик — он и в Африке маховик. Но когда начинаешь сравнивать балансировку и материал, из которого он сделан, понимаешь, где кроется разница. Плохо сбалансированный маховик — это не просто шум, это дополнительные нагрузки на фундамент и быстрый износ подшипников. У некоторых китайских производителей сейчас подход к балансировке стал серьезнее, делают ее на станках с ЧПУ, а не ?на глазок?. Это сразу чувствуется по работе — дробилка идет ровнее, без лишней дрожи.
Экология: не только пылеподавление
Тут все сразу думают про воду и брызгалки. Да, системы орошения — это стандарт. Но они решают проблему уже возникшей пыли. Сейчас же вектор смещается на то, чтобы пыли образовывалось меньше. И ключ здесь — в оптимизации процесса дробления. Если материал дробится за меньшее количество ходов подвижной щеки, если меньше ?перетирания?, то и пыли генерируется меньше. Это достигается и профилем плит, и точной настройкой хода.
На одной из карьерных дробилок, кажется, это была модель от EZHJ (сокращение от Эчжоу Хэнцзи), пробовали ставить кожуха с системой аспирации и циклонным фильтром. Идея была не просто накрыть дробилку колпаком, а организовать направленный воздушный поток, который затягивает пыль прямо в зоне ее образования — у разгрузочной щели. Результаты по замерам были хорошие, выбросы ниже нормы. Но появилась другая головная боль — обслуживание. Чтобы почистить или заменить фильтры в циклоне, нужно было останавливать линию на несколько часов. Для режима работы 24/7 это неприемлемо. Пришлось дорабатывать — делать обводные каналы и сменные модули.
Шум — это тоже часть экологии. Современные китайские дробилки все чаще поставляются в шумоизолирующих кожухах. Но тут важно, из чего они сделаны. Дешевый сэндвич-панель с минеральной ватой внутри быстро приходит в негодность от постоянной вибрации — вата слеживается, панели расходятся по швам. Качественные кожуха имеют демпфирующие прокладки в точках крепления и более жесткий каркас. Это, конечно, отражается на цене, но и срок службы другой.
Энергоэффективность: где искать резервы
Привод — это сердце дробилки. Раньше часто ставили обычные асинхронные двигатели, которые работают в одном режиме, независимо от нагрузки. Сейчас все больше используют частотные преобразователи. Прелесть в том, что можно плавно запускать дробилку под завалом (хотя это и рискованно) и регулировать скорость в зависимости от твердости материала и требуемой производительности. Экономия на электроэнергии за год может быть существенной.
Но есть нюанс. Частотник — устройство чувствительное к температуре и пыли. Ставить его в обычный шкаф управления рядом с дробилкой — плохая идея. Он быстро забивается пылью и перегревается. Приходится либо делать выносной шкаф с системой охлаждения и фильтрации воздуха, либо покупать двигатели со встроенным частотным регулированием, которые дороже. Это тот случай, когда попытка сэкономить на системе в целом может привести к частым простоям и потерям.
Еще один момент — трение. Подшипники в эксцентриковом узле — критически важный узел. Переход с баббитовых подшипников скольжения на роликовые подшипники качения — это уже давно пройденный этап для многих. Но сейчас некоторые производители экспериментируют с системами автоматической смазки, которые подают точное количество смазки в нужное время, основываясь на данных о температуре и нагрузке. Это не только снижает трение и энергопотребление, но и продлевает жизнь самому дорогому узлу.
Практика против теории: несколько случаев из жизни
Однажды пришлось заниматься заменой старых плит на одной дробилке. По паспорту, новые плиты от китайского производителя должны были дать на 15% больше ресурса за счет другого сплава. Поставили, начали работать. Первые недели — все отлично, износ минимальный. А потом вдруг одна из плит дала трещину, причем не в зоне максимального износа, а сбоку. Оказалось, проблема была в геометрии посадочного места самой дробилки — был небольшой перекос, который создавал точечную нагрузку. Паспортные данные — это хорошо, но они справедливы для идеальных условий. А в поле условия редко бывают идеальными.
Другой случай связан с попыткой использовать биметаллические плиты, где основа — сталь, а рабочий слой — износостойкий сплав. Технология вроде бы перспективная. Но на практике возникли сложности с креплением. Стандартные болты, которые отлично держали монолитные плиты, для биметаллических оказались слабоваты — из-за разной упругости материалов соединение расшатывалось быстрее. Пришлось заказывать специальные тарельчатые пружины и контргайки, чтобы обеспечить нужный момент затяжки. Без таких мелочей инновация не работала.
Или вот сайт https://www.ezhj.ru. Заходишь, смотришь — компания ООО Эчжоу Хэнцзи Производство Интеллектуального Оборудования основана аж в 2003 году, базируется в промышленной зоне в Эчжоу. Это не какая-то новая контора. И когда видишь в их каталоге дробилки с дистанционным управлением и системой диагностики, понимаешь, что это не картинки для красоты. Это результат долгой эволюции от простого производства к тому самому ?интеллектуальному оборудованию?, которое заявлено в названии. Но опять же, любая система диагностики требует грамотного внедрения и обучения персонала. Без этого она просто дорогая игрушка.
Что в сухом остатке? Мысли вслух
Так где же тут баланс между инновациями и экологией в китайской щековой дробилке? Мне кажется, он в деталях. Не в громких заявлениях, а в том, как сделана система смазки, как продумана замена фильтров в системе аспирации, насколько легко получить доступ для обслуживания к тем же датчикам износа. Инновация ради галочки — это бесполезно. Инновация, которая решает реальную проблему на площадке — вот что ценно.
Экология — это не только фильтры. Это и снижение энергопотребления за счет оптимизации процесса, и долгий ресурс деталей (меньше отходов металлолома от частых замен), и снижение шума. Китайские производители, которые хотят работать на серьезном международном рынке, это давно усвоили. Их продукция перестала быть просто копией. В ней появляются свои, порой очень прагматичные решения.
В итоге, когда сейчас смотришь на современную щековую дробилку из Китая, видишь уже не просто машину для дробления камня. Видишь комплекс, где механика, гидравлика, электрика и системы управления пытаются работать вместе. Не всегда идеально, бывают огрехи и недоработки. Но вектор движения очевиден. И этот вектор ведет не просто к увеличению тоннажа, а к созданию более умного, экономичного и, что важно, более чистого с точки зрения воздействия на окружающую среду оборудования. Другое дело, готовы ли мы, эксплуатационщики, к этому новому уровню сложности? Вот в чем вопрос.